
Время смены инструмента обрабатывающих центров в Китае
Время смены инструмента в обрабатывающих центрах (ОЦ) в Китае является критически важным фактором, влияющим на производительность и стоимость производства. Эффективная смена инструмента позволяет сократить время простоя оборудования, повысить общую производительность и снизить затраты. Оптимизация этого процесса требует учета различных факторов, включая тип оборудования, выбор инструментов, стратегию программирования и квалификацию оператора.
Факторы, влияющие на время смены инструмента
Время смены инструмента в обрабатывающих центрах определяется рядом факторов, которые можно разделить на несколько категорий:
1. Тип обрабатывающего центра
Конструкция и функциональность ОЦ оказывают значительное влияние на время смены инструмента. Существуют различные типы ОЦ, каждый из которых имеет свои особенности:
- Вертикальные обрабатывающие центры (VMC): Обычно имеют более простую конструкцию и более быструю смену инструмента по сравнению с горизонтальными ОЦ.
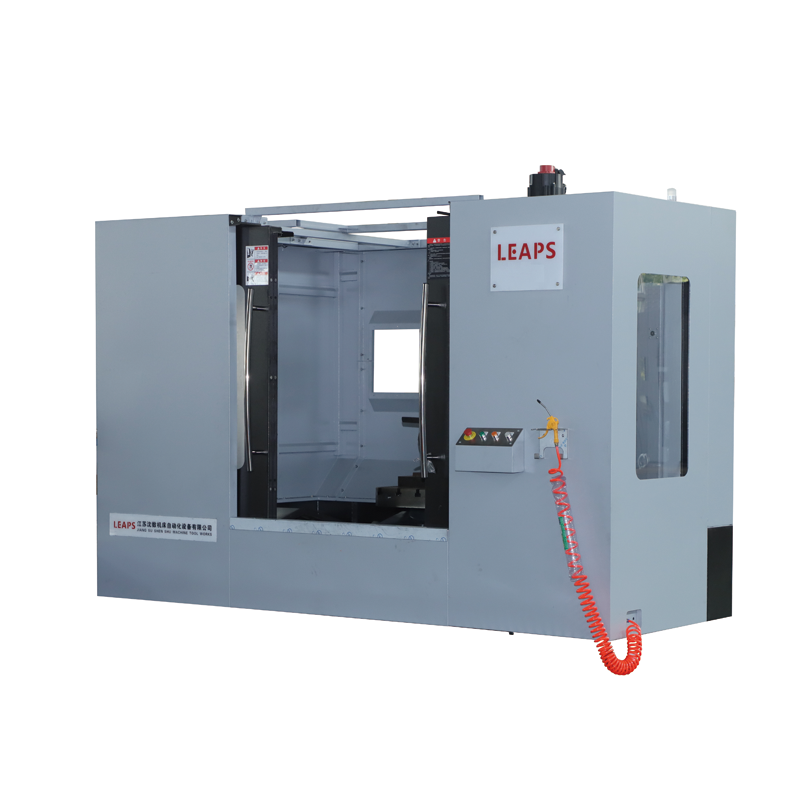
- Горизонтальные обрабатывающие центры (HMC): Предназначены для обработки сложных деталей с нескольких сторон, что может потребовать более сложной и длительной смены инструмента.
- Многоцелевые станки: Сочетают в себе функции токарного и фрезерного оборудования, что требует более универсальной системы смены инструмента.
2. Система автоматической смены инструмента (ATC)
Система ATC является ключевым компонентом, определяющим скорость и надежность смены инструмента. Важными характеристиками ATC являются:
- Тип магазина инструментов: Цепной, барабанный или матричный магазин. Каждый тип имеет свои преимущества и недостатки с точки зрения скорости и вместимости.
- Механизм смены инструмента: Конструкция захвата и перемещения инструмента влияет на время цикла.
- Надежность системы: Минимизация отказов и сбоев в работе ATC является критически важной для поддержания высокой производительности.
3. Выбор инструментов
Правильный выбор инструментов и их конфигурация влияют не только на качество обработки, но и на время смены инструмента. Необходимо учитывать следующие аспекты:
- Стандартизация инструментов: Использование стандартных инструментов позволяет сократить количество уникальных позиций в магазине и упростить процесс смены.
- Предварительная настройка инструментов: Настройка инструментов вне станка позволяет сократить время простоя оборудования.
- Состояние инструмента: Своевременная замена изношенных инструментов предотвращает поломки и снижает риск брака, что также влияет на общее время обработки.
4. Стратегия программирования
Программа обработки детали играет важную роль в оптимизации времени смены инструмента. Необходимо учитывать следующие моменты:
- Оптимизация траектории движения инструмента: Минимизация холостых ходов и перемещений инструмента между операциями.
- Использование циклов: Применение стандартных циклов обработки позволяет упростить программу и сократить время выполнения.
- Планирование смены инструмента: Оптимальное планирование смены инструмента в программе позволяет минимизировать время простоя.
5. Квалификация оператора
Квалификация и опыт оператора имеют непосредственное влияние на эффективность смены инструмента. Оператор должен:
- Знать устройство и принцип работы ATC: Понимание работы системы позволяет оперативно устранять мелкие неисправности и предотвращать серьезные поломки.
- Правильно загружать и выгружать инструменты: Соблюдение правил техники безопасности и аккуратное обращение с инструментами снижает риск повреждений.
- Следить за состоянием оборудования: Регулярный осмотр и техническое обслуживание оборудования позволяют выявлять и устранять потенциальные проблемы.
Оптимизация времени смены инструмента
Для оптимизации времени смены инструмента в обрабатывающих центрах в Китае можно применять следующие стратегии:
1. Внедрение систем автоматизации
Автоматизация процессов, связанных со сменой инструмента, позволяет значительно сократить время простоя оборудования. Это может включать в себя:
- Автоматическую загрузку и выгрузку инструментов: Использование роботизированных систем для подачи и извлечения инструментов из магазина.
- Системы автоматической настройки инструмента: Автоматическая настройка инструмента вне станка позволяет сократить время простоя оборудования.
- Системы мониторинга состояния инструмента: Автоматический мониторинг износа инструмента позволяет своевременно заменять его и предотвращать поломки.
2. Использование современных систем управления производством (MES)
MES-системы позволяют отслеживать состояние оборудования, планировать производство и оптимизировать использование ресурсов, включая инструменты. Это позволяет:
- Планировать смену инструмента на основе данных о состоянии инструмента и программе обработки: Предотвращает внезапные остановки оборудования из-за поломки инструмента.
- Оптимизировать загрузку магазина инструментов: Обеспечивает наличие необходимых инструментов в магазине в нужный момент.
- Отслеживать эффективность смены инструмента: Позволяет выявлять проблемные места и принимать меры по их устранению.
3. Повышение квалификации персонала
Обучение и повышение квалификации персонала является важным фактором, обеспечивающим эффективную работу оборудования. Необходимо:
- Проводить регулярные тренинги для операторов и наладчиков: Обучение новым технологиям и методам работы.
- Предоставлять доступ к технической документации и базам знаний: Обеспечивать оперативный доступ к информации о работе оборудования и инструмента.
- Создавать систему мотивации для повышения эффективности работы: Поощрять операторов и наладчиков за достижение высоких показателей производительности.
4. Выбор качественных инструментов и оборудования
Использование качественных инструментов и оборудования является залогом надежной и эффективной работы. Необходимо:
- Выбирать инструменты от известных производителей: Гарантирует высокое качество и надежность.
- Проводить регулярное техническое обслуживание оборудования: Предотвращает поломки и обеспечивает долгий срок службы.
- Использовать современные системы смазки и охлаждения: Снижает износ инструмента и повышает качество обработки.
Примеры оптимизации времени смены инструмента
Рассмотрим несколько примеров оптимизации времени смены инструмента в обрабатывающих центрах в Китае:
Пример 1: Внедрение роботизированной системы смены инструмента
Предприятие, производящее детали для автомобильной промышленности, внедрило роботизированную систему смены инструмента на своем обрабатывающем центре. В результате время смены инструмента сократилось на 30%, а производительность увеличилась на 20%. Роботизированная система обеспечивает быструю и точную смену инструмента, а также позволяет работать в автоматическом режиме без участия оператора.
Пример 2: Использование MES-системы для планирования смены инструмента
Производитель электроники внедрил MES-систему для планирования смены инструмента. Система отслеживает состояние инструмента, программу обработки и расписание работы оборудования. На основе этих данных система автоматически планирует смену инструмента, предотвращая внезапные остановки оборудования и оптимизируя использование ресурсов. В результате время простоя оборудования сократилось на 15%, а эффективность использования инструментов увеличилась на 10%.
Пример 3: Обучение персонала новым технологиям
Компания, занимающаяся производством медицинского оборудования, провела обучение персонала новым технологиям обработки и настройке инструмента. В результате операторы и наладчики стали более квалифицированными и опытными, что позволило сократить время смены инструмента и повысить качество обработки. Время смены инструмента сократилось на 10%, а количество брака снизилось на 5%.
Заключение
Оптимизация времени смены инструмента в обрабатывающих центрах в Китае является важной задачей, требующей комплексного подхода. Учет факторов, влияющих на время смены инструмента, внедрение систем автоматизации и управления производством, повышение квалификации персонала и выбор качественных инструментов и оборудования позволяют значительно повысить производительность и снизить затраты. Внедрение современных технологий и стратегий управления производством является ключевым фактором успеха для предприятий, работающих в конкурентной среде.
Соответствующая продукция
Соответствующая продукция

Самые продаваемые продукты
Самые продаваемые продукты-
 Специализированный вертикальный токарный станок
Специализированный вертикальный токарный станок -
 Токарные станки ЧПУ с горизонтальной станиной
Токарные станки ЧПУ с горизонтальной станиной -
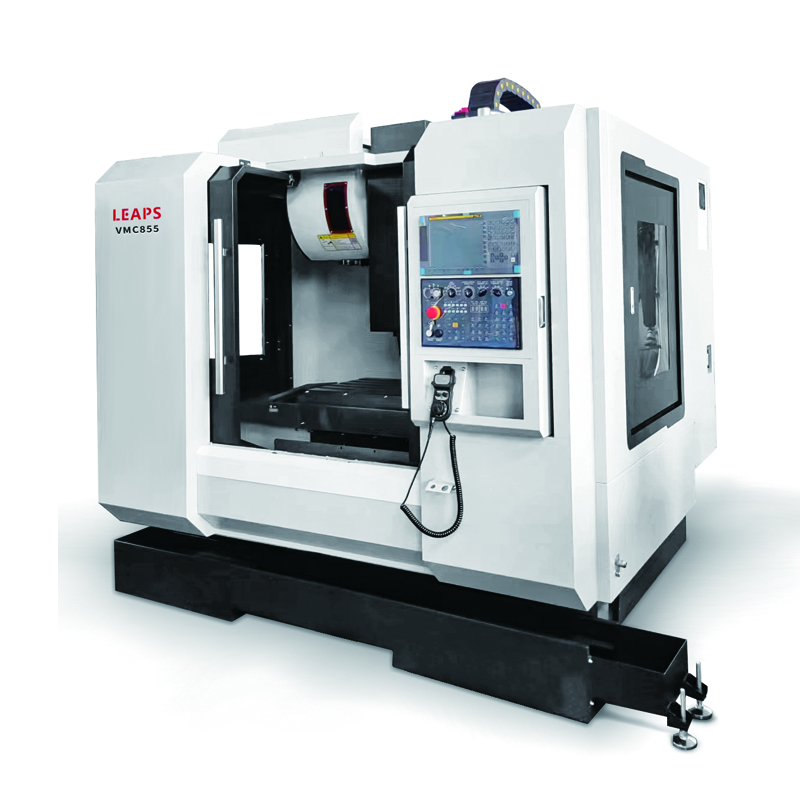 Вертикально-фрезерные обрабатывающие центры с ЧПУ
Вертикально-фрезерные обрабатывающие центры с ЧПУ -
 Горизонтальный обрабатывающий центр с увеличенным ходом
Горизонтальный обрабатывающий центр с увеличенным ходом -
 Токарные станки ЧПУ c наклонной станиной
Токарные станки ЧПУ c наклонной станиной -
 Крупногабаритный горизонтальный обрабатывающий центр HMC100L
Крупногабаритный горизонтальный обрабатывающий центр HMC100L -
 Вертикальный токарно-фрезерный обрабатывающий центр
Вертикальный токарно-фрезерный обрабатывающий центр -
 Вертикальный токарно-фрезерный композитный обрабатывающий центр
Вертикальный токарно-фрезерный композитный обрабатывающий центр -
 Вертикальный токарно-фрезерный центр
Вертикальный токарно-фрезерный центр -
 Горизонтально фрезерные обрабатывающие центры с ЧПУ
Горизонтально фрезерные обрабатывающие центры с ЧПУ -
 Серия вертикальных токарных станков с ЧПУ
Серия вертикальных токарных станков с ЧПУ -
Вертикальные токарно-фрезерные станки с ЧПУ
Связанный поиск
Связанный поиск- Вертикальные фрезерные станки со щитом из Китая
- Высокоточный токарный станок с наклонной станиной в Китае
- 5-осевая vs 3+2-осевая обработка
- вертикально фрезерный станок с чпу купить
- Приобрести диапазон поворота оси B (±30°)
- Комплексная обработка деталей клапанов
- Экономичные вертикальные токарные станки из Китая
- Приобретение б/у оборудования с оценкой (износ ≤ 30%)
- Двухколонный токарно-фрезерный станок из Китая
- Отличие наклонных и горизонтальных токарных станков